总(zǒng) 部:029-88325700
地 址:西安市高新区高(gāo)新(xīn)路80号望庭国际一单元901室
工 厂:029-86085235
网(wǎng)址(zhǐ):www.wuhai-laibin.chaxunxianlu.com
地(dì) 址:西安泾(jīng)河工业园北区(qū)西(xī)金路195号
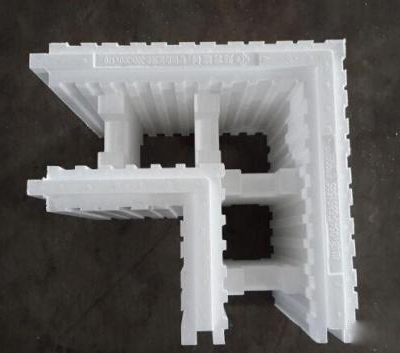
(1)工艺流程反应注射成(chéng)型工艺流程(chéng)示,主要包(bāo)括储存(cún)、计量、混(hún)合、充模、固(gù)化(huà)、顶出和后处理。epp产品单体或预聚物以液体状态经计(jì)量泵以定的配(pèi)比送(sòng)入混合头混合,混合物注入模具后(hòu)在模具内进行快速反应并进行交(jiāo)联固化,脱模后即(jí)为RIM制(zhì)品。
(2)工艺参数RM材料(liào)制备工艺参数与材料的性能及(jí)配方组成有关。通常(cháng)根据材料的性(xìng)能(néng)选择(zé)原料厂(chǎng)商的组合(hé)料液进(jìn)行(háng)配(pèi)方设(shè)计(jì),通过试验(yàn)决定生产用配方。RIM材料制备反应过程中一(yī)方面发生交联凝胶,一方面氨酯(zhǐ)或(huò)脲硬段(duàn)形(xíng)成(chéng)微区。二(èr)醇扩链的氨(ān)酯微区可发生结晶,微区起刚性粒子的作用,导致反应料液粘度快速上升,迅速发生凝(níng)胶,因此充模时(shí)间的控制对防止(zhǐ)凝胶过(guò)早(zǎo)发生极为重要。

RIM制件生产的工艺参数随所用的多元醇、异氰(qíng)酸(suān)酯(zhǐ)、填料种类以及生产厂商不同而异。
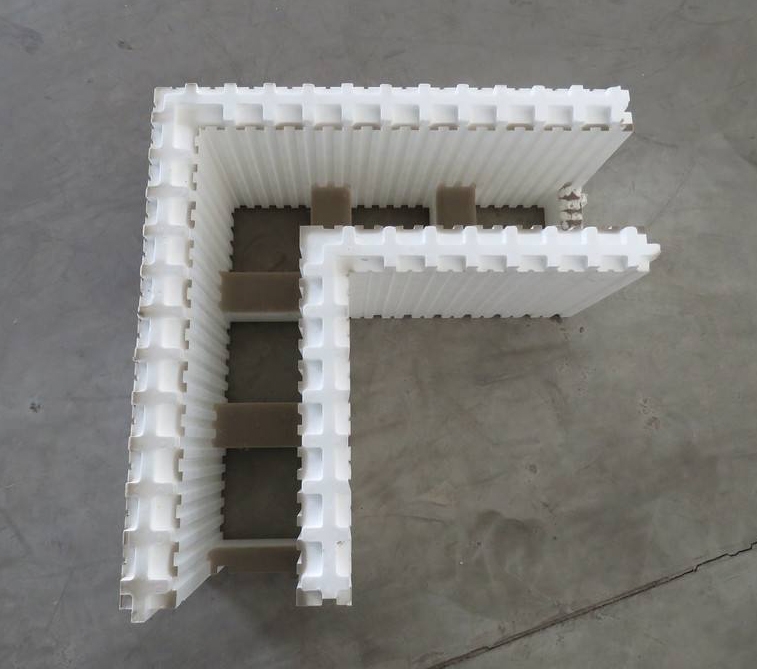
提(tí)高(gāo)刚性(xìng)结构(gòu)一般塑件都(dōu)用加强筋(jīn)和凸缘来提(tí)高刚(gāng)性,而有些塑件(jiàn)则采(cǎi)用分散变形力更为适宜。弯曲反应注(zhù)射成(chéng)型汽车保险杠塑(sù)件的变形状况,其延伸(shēn)率超过200%。这样即(jí)使汽车发生碰撞,epp产(chǎn)品只要在反应注射塑件容(róng)许的(de)变形范(fàn)围之内(nèi),在外(wài)力消失(shī)后(hòu)仍能恢复到原来的状态。