总(zǒng) 部:029-88325700
地 址:西安市高新区高新路80号望(wàng)庭国际一(yī)单元(yuán)901室
工 厂(chǎng):029-86085235
网址:www.wuhai-laibin.chaxunxianlu.com
地 址:西安泾河工业园北区西金路195号
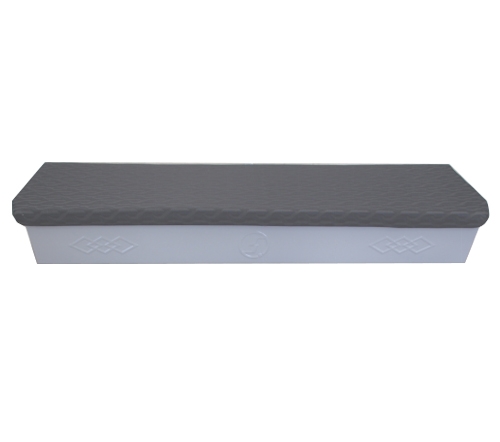
由于epp保温箱(xiāng)挤出机中的计量压力是(shì)大致稳定的,发(fā)泡流体可以(yǐ)在受控制的(de)压力下加入。注射料杆在注射时发生的泄漏较少,保证了高准确(què)度部件质量,甚至在高速注射情况下(xià)也能如此。其主要(yào)缺点是对于注射(shè)微孔泡沫塑料需要(yào)添加(jiā)特殊(shū)的(de)设备(bèi)。
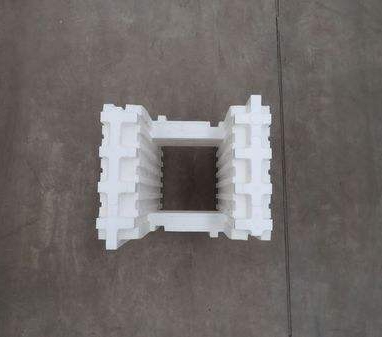
发泡流(liú)体注入塑化(huà)装置。这种设计不(bú)同之处在(zài)于塑化(huà)机筒的后半部分,通(tōng)过一(yī)个或多个注料器将(jiāng)发泡流(liú)体注入(rù)到熔体中。活塞式螺杆配有混合和剪切(qiē)元(yuán)件,能保(bǎo)证(zhèng)聚合物-发泡流体混合均化。由于(yú)epp保温(wēn)箱发泡(pào)流体加入到聚(jù)合物后,聚合物粘度下降(jiàng),因此熔体(tǐ)中的热(rè)量开始散失,一直延续至注射(shè)机截(jié)流式注嘴处,所以(yǐ)塑化的关键在于装有混合元件(jiàn)的螺杆部(bù)分。
箱")
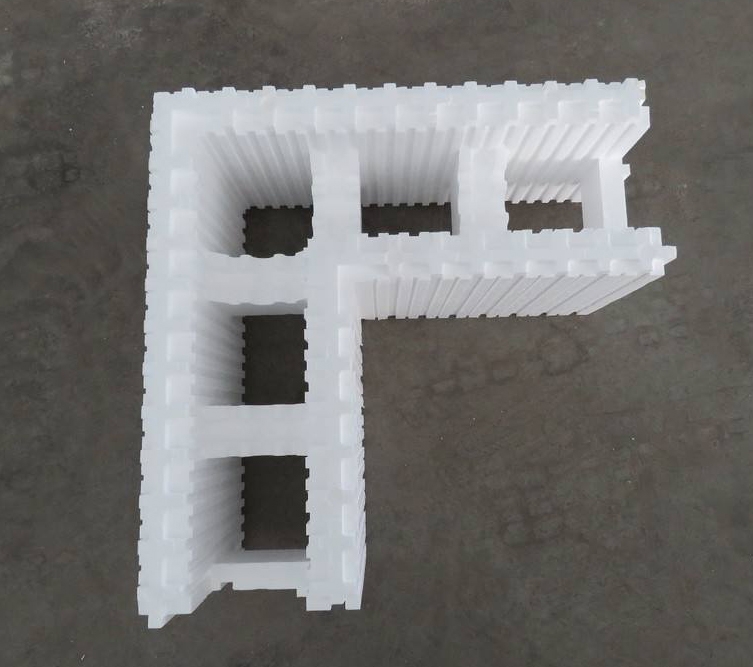
这种设计的缺点是机械技术多样化,而且相对复杂。除了在塑化机筒中安装了一个或多个(gè)注料器以及(jí)发泡流体外,还需一个合(hé)适的、准确(què)的计量位置,另需配有混(hún)合元件和剪(jiǎn)切元件的特制螺杆(25~28υ)。另一个(gè)缺(quē)点是螺(luó)杆(gǎn)相对(duì)于注(zhù)料口(kǒu)移(yí)动(dòng),因此螺杆的有效长度在变化。
这个缺点可(kě)以通过安装(zhuāng)几(jǐ)个注料器来弥补,但需要复杂的控制(zhì)技术。这种设计被看做是第1种(zhǒng)适合市场推(tuī)广的注射模塑技术,它能保证(zhèng)制件模塑成微孔构件。这个方法(fǎ)已被用于加(jiā)工PA、TPE、PE、PC、PP和PCABS合(hé)金。
使用特殊喷嘴的发泡流(liú)体的(de)注射过程(chéng)。epp保温箱在另一种不同的发泡注射过程(chéng)中,发(fā)泡(pào)流体通过一个安装在截流式(shì)喷嘴和(hé)塑化装置之(zhī)间的特殊喷嘴注射。